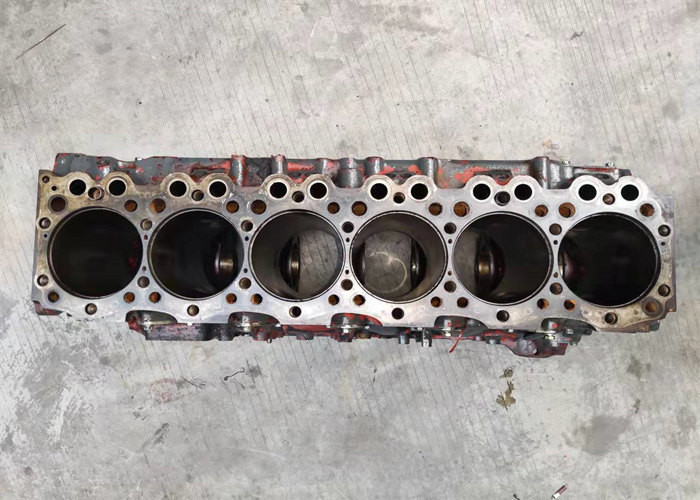
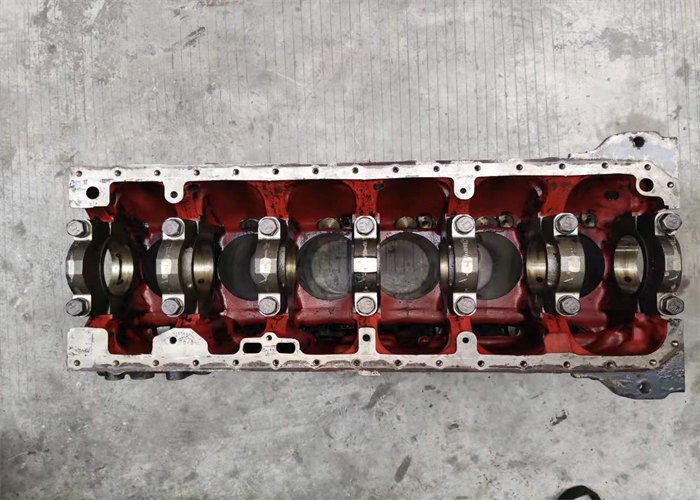
EP100 χρησιμοποιημένοι diesel φραγμοί μηχανών για τον εκσκαφέα EX300 - 1 υδρόψυξη
Προδιαγραφή
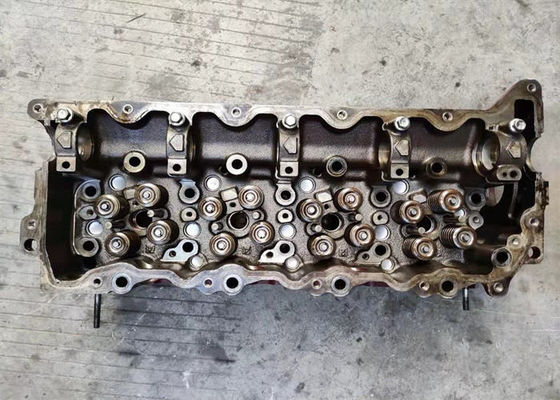
| Όνομα αυτοκινήτων: Φραγμός κυλίνδρων μηχανών |
| Πρότυπος αριθμός: EP100 |
| Τύπος μηχανών: Diesel |
| Εφαρμογή: Εκσκαφέας |
| βαλβίδα: βαλβίδα 12 |
| Ο αριθμός κυλίνδρου: 6 |
| Έγχυση: Άμεσος |
| Μορφή εργασίας: Τούρμπο |
Περιγραφή
Ρίψη συμπιέσεων
Σε αντίθεση με τη διαδικασία HPDC, η φόρμα που συμπληρώνει τη ρίψη συμπιέσεων γίνεται μάλλον αργά και σε μια κάθετη μετακίνηση. Τον κύβο επομένως γεμίζουν χωρίς σημαντικούς συνυπολογισμούς αερίου και τα συστατικά μπορούν κανονικά να είναι πλήρως υποβαλλόμενα σε θερμοθεραπεία και ενωμένα στενά. Η ικανοποιητικές πλήρωση κύβων και η αποφυγή των συνυπολογισμών οξειδίων μπορούν να εξασφαλιστούν από τον κατάλληλο έλεγχο διεργασίας. Αλλά το ελάχιστο πάχος τοίχων πρέπει να είναι ελαφρώς υψηλότερο απ'ό, τι στη διαδικασία HPDC.
Στην πράξη, η μέθοδος ρίψης συμπιέσεων χρησιμοποιείται κυρίως γιατί η διήθηση αποδίδει, π.χ. για την τοπική ένταξη των σύνθετων μητρών αλουμινίου ως σκάφη της γραμμής κυλίνδρων στους φραγμούς μηχανών.
Ρίψη κύβων βαρύτητας (GDC)
Η μόνιμη διαδικασία ρίψης φορμών χρησιμοποιεί έναν μόνιμο κύβο χάλυβα στον οποίο το λειωμένο μέταλλο αλουμινίου χύνεται υπό την επήρεια τη βαρύτητα. Έναντι της διαδικασίας HPDC, η πολυπλοκότητα του τμήματος απορριμμάτων μπορεί να αυξηθεί με την χρήση των πυρήνων άμμου στα χτυπήματα μορφής και των σύνθετων εσωτερικών μορφών στη ρίψη. Η χρήση της υδρόψυξης και οι μόλυβδοι τροφοδοτών σε μια κατευθυντική στερεοποίηση και ως εκ τούτου ηχούν τις ρίψεις με ένα χαμηλό ποσό ατελειών μπορούν να επιτευχθούν. Η πλήρωση μπορεί να βελτιωθεί περαιτέρω χρησιμοποιώντας τη χαμηλή πλήρωση πίεσης ή τη διαδικασία Rotacast®.
Λόγω της γρήγορης διαδικασίας της στερεοποίησης, οι μόνιμες ρίψεις φορμών έχουν μια πυκνή, λεπτόκοκκη δομή με τα καλά χαρακτηριστικά δύναμης. Μαζί με τη δυνατότητα μιας θερμικής επεξεργασίας T5 ή T6, οι προκύπτουσες μηχανικές ιδιότητες είναι σημαντικά υψηλότερες από εκείνοι που μπορούν να επιτευχθούν με τη διαδικασία HPDC.
Υπάρχουν δύο παραλλαγές της μόνιμης διαδικασίας ρίψης φορμών, της διαδικασίας φορμών κλίσης μόνιμης και της χαμηλής πιέσεως διαδικασίας. Στη διαδικασία κλίσης, ο κύβος είναι γαρμένος προς την πλευρά της έκχυσης ανοίγοντας, και έπειτα αργά κινημένος πίσω στην όρθια θέση καθώς η έκχυση προχωρεί. Στη χαμηλής πιέσεως διαδικασία, το λειωμένο μέταλλο υποβάλλεται στην αεροκίνητη πίεση στον πετώντας φούρνο και εισάγει τον κύβο ενάντια στη δύναμη της βαρύτητας μέσω ενός σωλήνα ανόδου.
![]()
![]()
![]()