J05E χρησιμοποιημένοι φραγμοί μηχανών για τον εκσκαφέα SK200 - 8 SK250 - 8 11401 - E0702
Προδιαγραφή
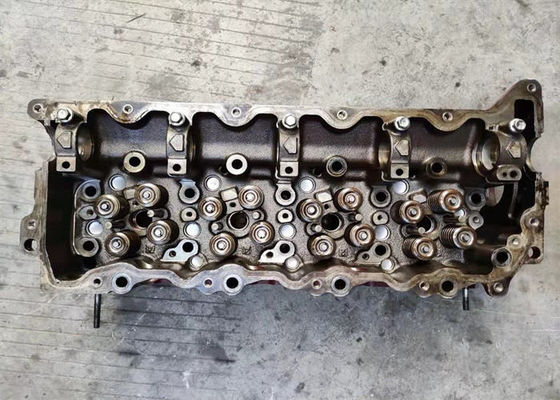
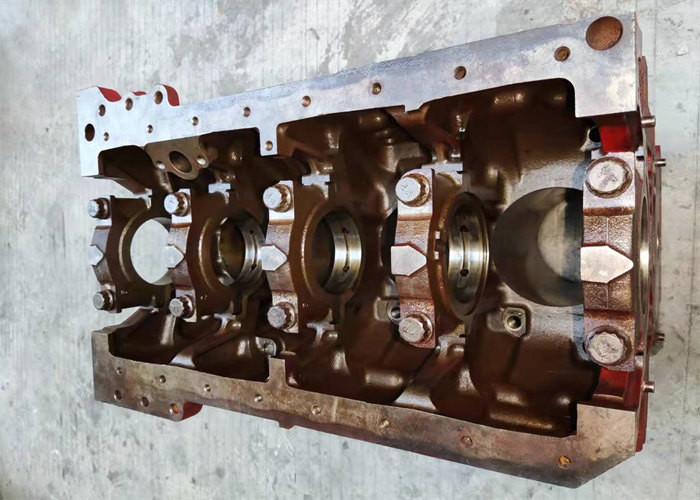
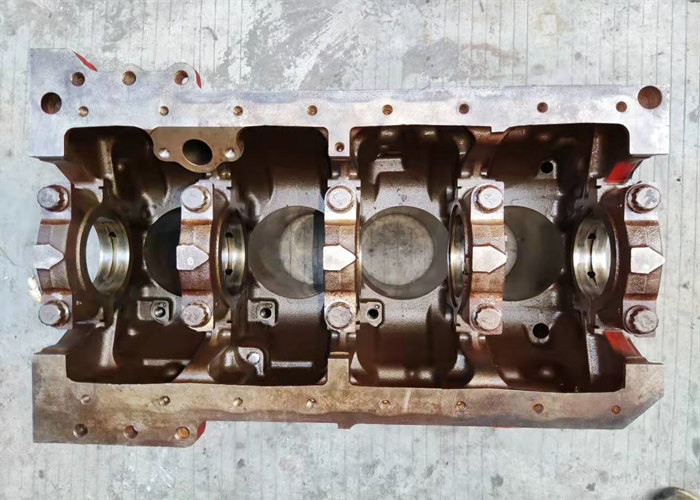
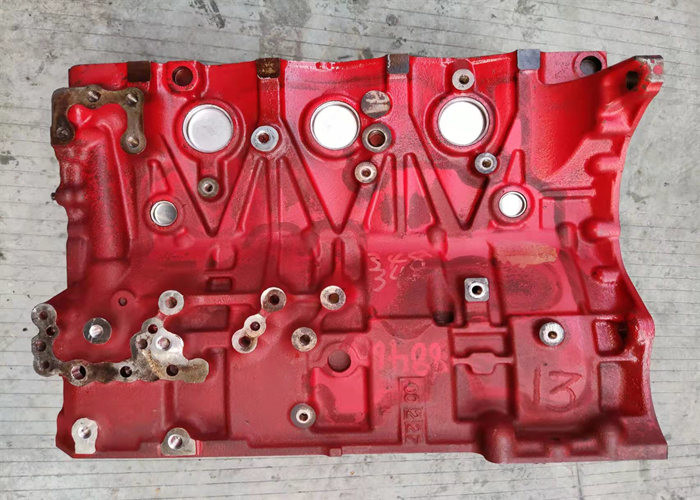
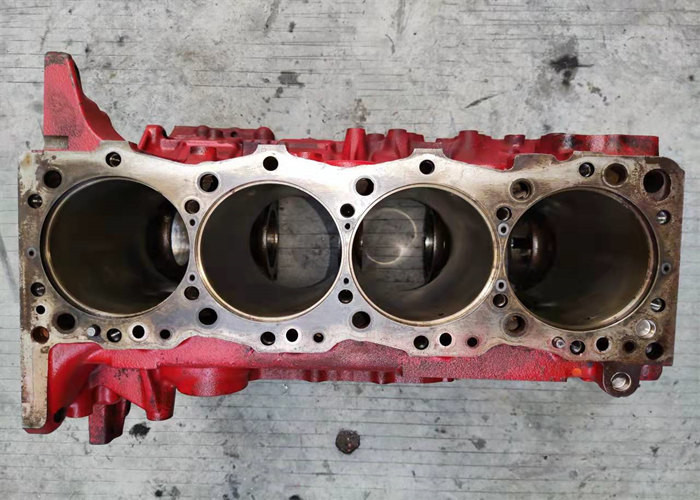
| Όνομα αυτοκινήτων: Φραγμός κυλίνδρων μηχανών |
| Πρότυπος αριθμός: J05E |
| Κτύπημα κυλίνδρων: 130 |
| Διάμετρος κυλίνδρων: 112 |
| Εφαρμογή: Εκσκαφέας |
| βαλβίδα: βαλβίδα 16 |
| Ψύξη: Υδρόψυξη |
| Έγχυση: Ηλεκτρικός |
| Μορφή εργασίας: Τούρμπο |
| Ο αριθμός κυλίνδρου: 4 |
Περιγραφή
Εφαρμόσιμες διαδικασίες ρίψης
Για την παραγωγή των φραγμών μηχανών, ένα πλήθος τεχνολογιών ρίψης εφαρμόζεται. Από μια οικονομική πτυχή, για τη μάζα παρήγαγε τις μηχανές, ιδιαίτερα αυτοματοποιημένες μέθοδοι ρίψης χρησιμοποιώντας τις φόρμες άμμου («διαδικασίες συσκευασίας πυρήνων»), όπου το κύκλος ζωών δεν περιορίζεται από τη στερεοποίηση
οι όροι, ανταγωνίζονται με τις μεθόδους ρίψεων κύβων όπου το κύκλος ζωών είναι περιορισμένο.
Η πλειοψηφία των αυτήν την περίοδο παραχθε'ντων φραγμών μηχανών αλουμινίου, ιδίως τρεις στις ευθύγραμμες μηχανές sixcylinder παράγεται χρησιμοποιώντας τη διαδικασία HPDC για την οικονομική αποτελεσματικότητα. Αυτή η διαδικασία χαρακτηρίζεται από μια υψηλή παραγωγικότητα, εντούτοις, ο όγκος παραγωγής πρέπει να είναι μεγάλη
αρκετοί να εξασφαλίσει επιστροφή της αρκετά υψηλής επένδυσης σχεδίασης
.
Η εφαρμογή μιας φόρμας χάλυβα περιορίζει τη σειρά των εφαρμόσιμων πετώντας κραμάτων. Κατ 'αρχήν, η τεχνολογία HPDC επιτρέπει μόνο την επεξεργασία των σχεδίων φραγμών μηχανών ανοικτών γεφυρών. Αλλά ένα βάθος με τον ευδιάκριτα μειωμένο υδροθάλαμο και ένας ομο-φορμαρισμένος κύλινδρος τρυπά, η πραγματοποίηση
η παραλλαγή ανοικτών γεφυρών με μια αρκετά άκαμπτη περιοχή κυλίνδρων για να καλύψει τις απαιτήσεις των περισσότερων ευθύγραμμων μηχανών είναι δυνατή. Επίσης οι κατασκευασμένοι επί τούτου πυρήνες άμμου που αντιστέκονται τις υψηλές πιέσεις και τις θερμικές πιέσεις της μεθόδου ρίψης HPDC θα μπορούσαν εις:άγω για τις εφαρμογές θέσεων (κορυφή
οι μηχανές απόδοσης στο κλειστό σχέδιο γεφυρών), αλλά αυτή η επιλογή συνήθως δεν εξετάζονται.
Οι ρίψεις υψηλών κύβων είμαι κοντά στα μέρη καθαρός-μορφής που προσφέρουν τα αρκετά ακριβή περιγράμματα και τις εξαιρετικά στενές ανοχές από την άποψη των διαστάσεων, της μορφής και της θέσης. Λόγω της πολύ ταραχώδους πλήρωσης φορμών, ένα συγκεκριμένο ποσό των ατελειών ρίψης (ιδίως συνυπολογισμοί αερίου) είναι αναπόφευκτο. Αυτή η επίδραση μπορεί να αντισταθμιστεί από την εφαρμογή των προηγμένων κενών τεχνολογιών. Οι δυνατότητες επαν-σίτισης είναι περιορισμένες ως αποτέλεσμα της πρόωρης στερεοποίησης του συστήματος πυλών, εντούτοις, σε ορισμένες περιπτώσεις, ο τοπικός σχηματισμός των κοιλοτήτων διακένωσης μπορούν να είναι
αντιμετωπισμένος από τοπικά squeezers.
Στις λεπτές περιοχές τοίχων, το υψηλό ποσοστό στερεοποίησης ρίψεων υψηλών κύβων οδηγώ στα σημαντικά επίπεδα δύναμης. Οι φραγμοί μηχανών που παράγονται με τη συμβατική διαδικασία HPDC χρησιμοποιούνται συνήθως στο κράτος όπως-απορριμμάτων. Θερμικές επεξεργασίες (π.χ. θερμική επεξεργασία λύσης και τεχνητή ηλικία που σκληραίνουν)
ή οι διαδικασίες συγκόλλησης αποφεύγονται γενικά δεδομένου ότι αυτό θα απαιτούσε την εφαρμογή των περίπλοκων υψηλών κενών τεχνολογιών.
![]()
![]()
![]()